首先、在购买一把放心的拉刀之前,我们必须首先确定该公司的资质证书。是否属于知名企业,资质证书如何?顾客评价如何?其次、为什么公司能向客户展示一把性能优异、质量高的拉刀?这就需要确定公司的资源是否有强大的服务支持,一般能稳定运营十几年以上;第三、商品特性,特性稳定,用过的客户续利率95%以上的公司,商品特性无疑不容易差;第四、产品报价透明,不二次收费,好的怕很贵,便宜的又怕不好,所以要估计商品的性价比高,同样的配置,同样的特点,大多数价格都起着根本的作用;最后、也是最重要的就是售后维修服务,售后维修服务能否保证7*24小时在线客服+技术咨询,及时及时的服务项目,让客户放心。

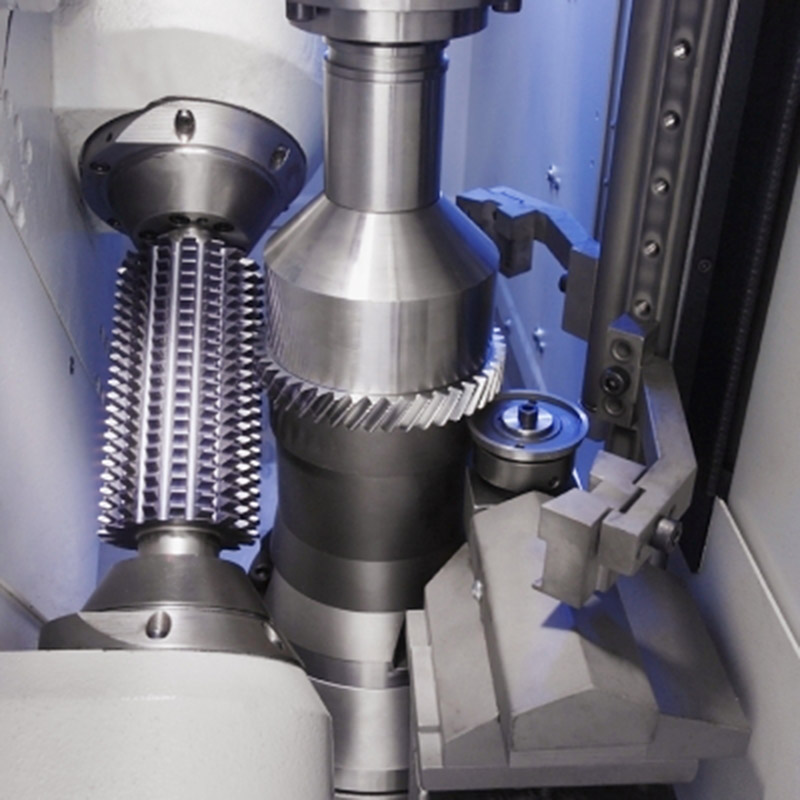
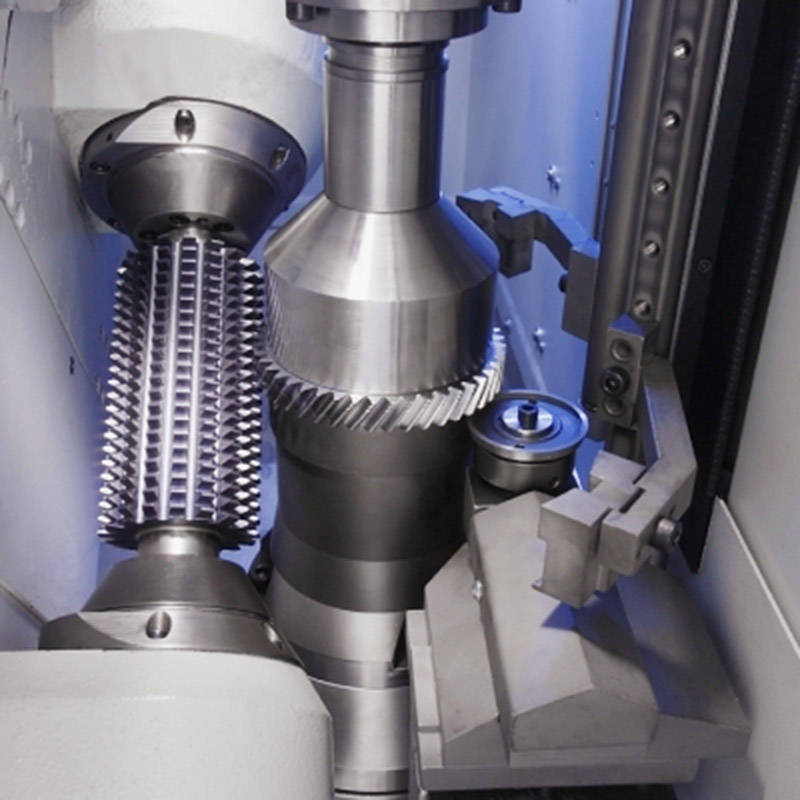
厂磨前滚刀是按螺旋式齿轮啮合基本原理加工直齿和斜齿斜齿圆柱齿轮的一种数控刀片,依照加工特性分成:精切滚刀,粗切滚刀,剃前滚刀,刮前滚刀,挤前滚刀,留磨滚刀,倒圆角修圆滚刀,渐开线齿轮滚刀,凸凹弧形滚刀,同步带滚刀,花键轴滚刀,旋轮线滚刀,和双弧形滚刀等。

1.刃磨质量差的刃磨刀时,应严格保持刀齿的固有特性,否则将影响拉刀的使用。特别是要保证拉刀原容屑槽的深度和形状,否则,刀齿容易崩裂,甚至断裂。在拉刀上应控制所有与产品工件接触的表面粗糙度,刀刃越粗糙,拉刀寿命越短;2.拉刀清洗后,应清除拉刀上的切屑;3.机床保证机床有足够的刚性和动力,产品工件的定位要准确;4.修磨因素修磨后的拉刀,个别刀齿的齿升量过大,不光产生很大的切削力,而且易使切削堵塞在容屑槽内,导致崩刃;5.其它原因冷却润滑剂不足;托刀架与产品工件孔不同心;拉刀刀齿刃部净宽小于齿后部净宽,产生楔形等。
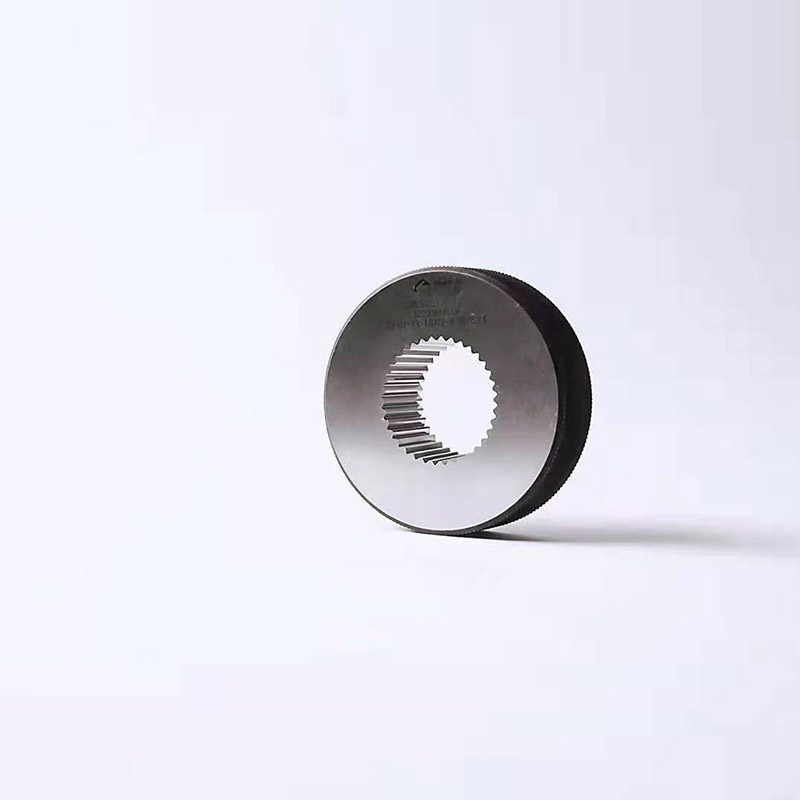
拉刀角度的设计要点:在切削进程中,切削刃上任意点的工作前角和后角都在不断变化。现在讨论切削刃在直线段AB上的任意位置C点时(C点位置可用半径Ri=OC和角度h来表示)垂直于工件轴线的剖面。在设计组合拉刀时,其结构应能实现拉刀高度可调,以保证在加工复杂零件廓形时能取得 所需加工精度。键槽拉刀称采取硬质合金可转位刀片的拉刀可大大提高拉削效力和刀具使用寿命。