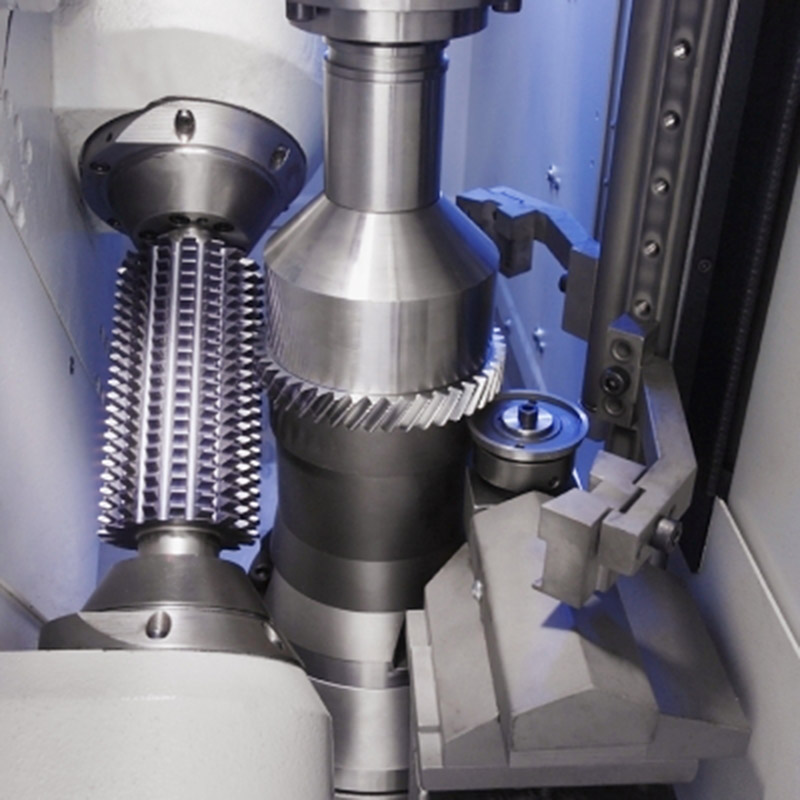
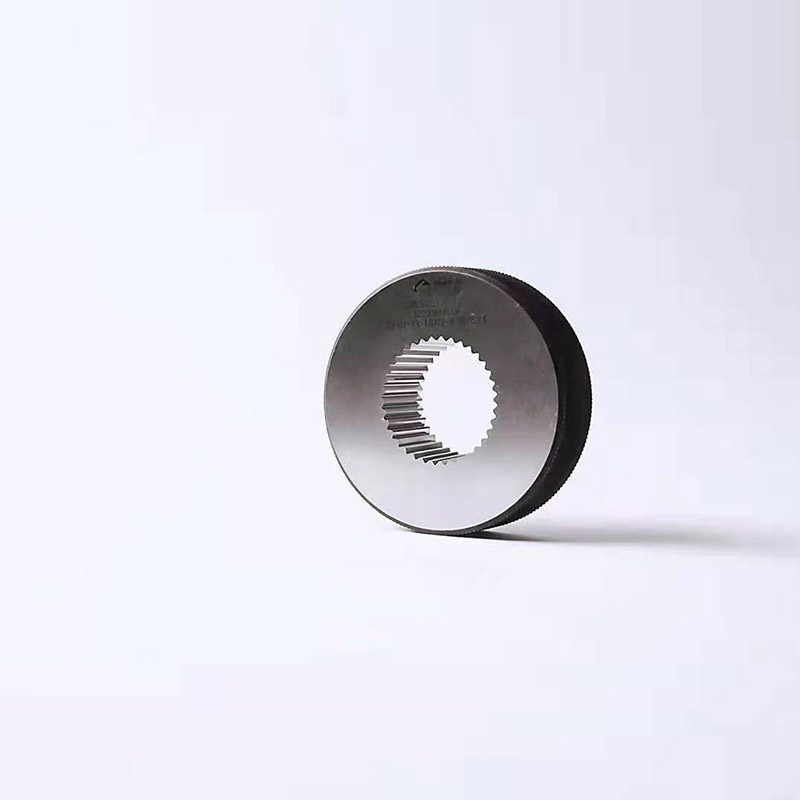
拉刀是用于拉削的成形刀具。刀具表面上有多排刀齿,各排刀齿的尺寸和形状从切入端至切出端依次增加和变化。当拉刀作拉削运动时,每个刀齿就从工件上切下一定厚度的金属,最终得到所要求的尺寸和形状。拉刀常用于成批和大量生产中加工圆孔、花键孔、键槽、平面和成形表面等,生产率很高。拉刀按加工表面部位的不同,分为内拉刀和外拉刀;按工作时受力方式的不同,分为拉刀和推刀。推刀常用于校准热处理后的型孔。

操作人正确判断拉刀的状态方法:操作人应随时观察拉伸刀的切削状态,如果出现异常情况,则应立即排除故障,或将拉伸刀送入重磨,以免损坏拉伸刀,保证拉伸刀的正常拉伸。当拉刀变钝时,拉削表面的光洁度会逐渐变差。在拉削过程中,拉床压力表上显示的压力持续升高,则是拉刀钝化、磨钝程度增大的明显标志。用尖锐的拉刀拉削时,切屑厚度均匀,边缘平整,切屑卷曲好。当拉削产生的是切屑的断裂和破碎,当边缘很不平时,则表示拉刀磨钝。拉刀齿有明显的缺陷,如前刀面附着大块屑瘤,切刀齿出现烧痕、烧伤、宽磨带等,说明拉刀需要重磨。