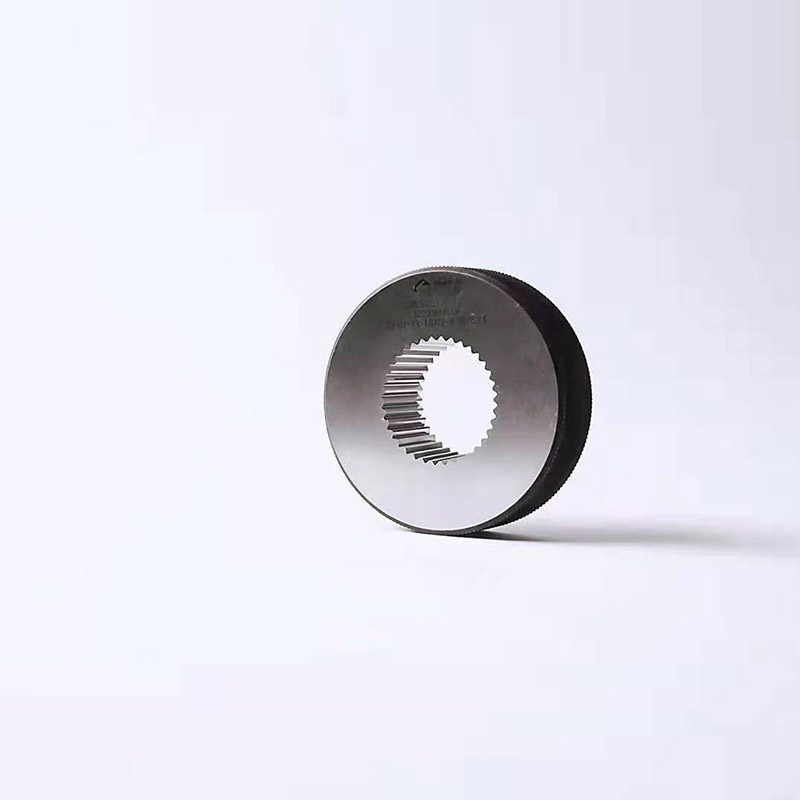
防止拉刀的断裂即刀齿损坏:拉削时由于刀齿上受力过大,拉刀强度不够,是损坏拉刀的主要原因。造成刀齿受力过大的因素:拉刀齿升量过大、拉刀弯曲、切削刃各点拉削余量不均匀、刀齿径向圆跳动大、预制孔太粗糙、材料内部有硬质点、工件强度过高、严重粘屑和容屑槽挤塞以及工件夹持偏斜等。1)要求预制孔精度IT10~IT8、表面粗糙度Ra≤5µm,预制孔与定位端面垂直度偏差不超过0.05mm。2)严格检查拉刀的制造精度。3)拉削高性能和难加工材料,可选取适当热处理改善材料 的加工性,也常使用高性能材料的拉刀或涂层拉刀。4)保管、运输拉刀时,防止拉刀弯曲变形和破坏刀齿。

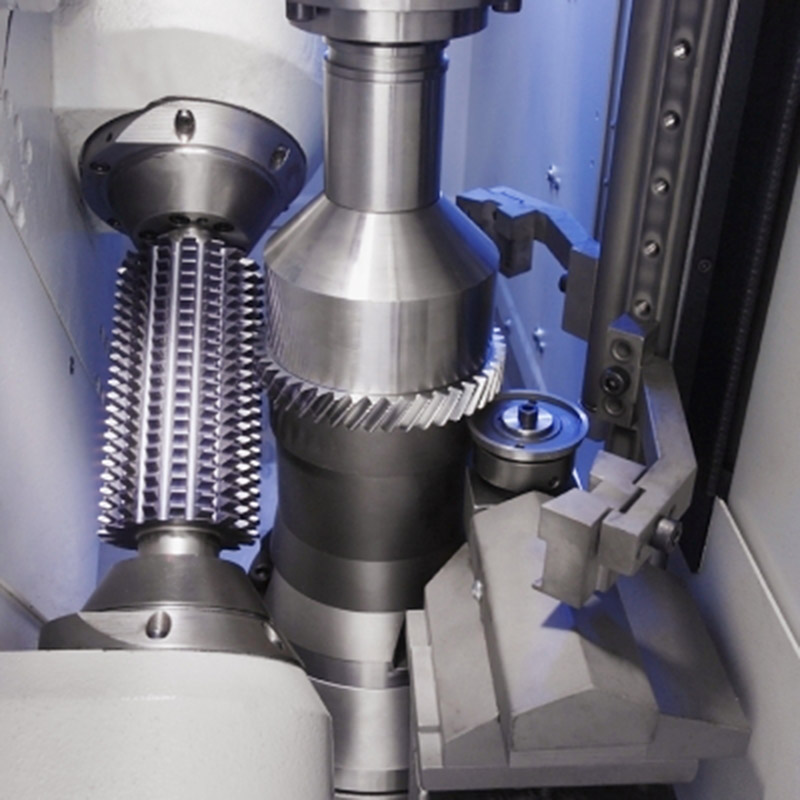
拉削加工与其他切削加工方法相比较,具有以下特点:(1)生产率高:由于拉刀是多齿刀具,同时参加工作的刀齿多,切削刃总长度大,一次行程能够完成粗—半精—精加工,因此生产率很高,尤其是加工形状特殊的内、外表面工件时,效果尤为显著。(2)拉后工件精度与表面质量高:由于拉削速度比较低(目前一般不超过0.30m/s),拉削平稳,切削厚度薄(一般精切齿的切削厚度为0·005∽0.015mm),因此可加工出精度为IT7~8,表面粗糙度Ra3.2~0.5的工件,若拉刀尾部装有浮动挤压环,则可达Ra0.4∽0.2。