1.刃磨质量差的刃磨刀时,应严格保持刀齿的固有特性,否则将影响拉刀的使用。特别是要保证拉刀原容屑槽的深度和形状,否则,刀齿容易崩裂,甚至断裂。在拉刀上应控制所有与产品工件接触的表面粗糙度,刀刃越粗糙,拉刀寿命越短;2.拉刀清洗后,应清除拉刀上的切屑;3.机床保证机床有足够的刚性和动力,产品工件的定位要准确;4.修磨因素修磨后的拉刀,个别刀齿的齿升量过大,不光产生很大的切削力,而且易使切削堵塞在容屑槽内,导致崩刃;5.其它原因冷却润滑剂不足;托刀架与产品工件孔不同心;拉刀刀齿刃部净宽小于齿后部净宽,产生楔形等。

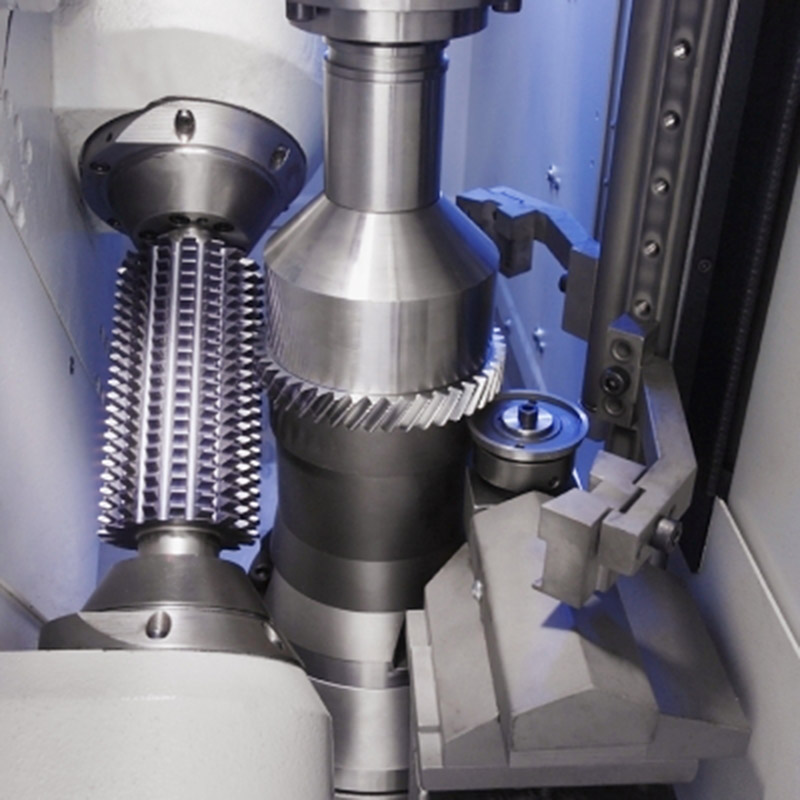
厂 因为数控车床分度蜗杆副生产制造及安裝偏差导致健身运动轴力;十字滑台放心锥型滑轨副空隙过大,导致操作台健身运动轴线不稳定;滚刀主轴轴承系统软件径向圆柱度过大或压力轴承咬烂。磨前滚刀根据提升 分度蜗杆副的生产制造精度和安裝精度,提升 操作台锥型滑轨副的相互配合精度,提升 滚刀主轴轴承系统软件径向精度,拆换咬烂的平面图轴等方式 处理。 滚刀的轴向和径向圆柱度过大;分度蜗杆和分度蜗轮蜗杆齿距偏差;齿坯安裝轴力,根据提升 滚刀的安裝精度,修补或拆换分度蜗杆副,清除齿坯安裝偏差等方式 处理。

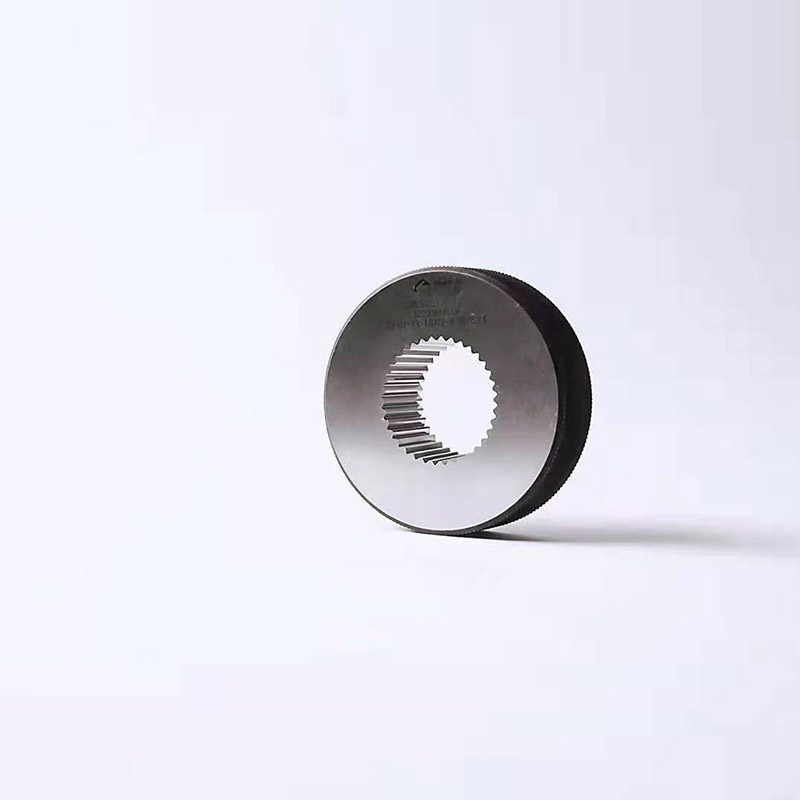
厂 该插齿刀的头颈与齿部中间设计方案为可插接式联接,当齿部损坏后只需拆换新的齿部而能够反复运用头颈和锥柄,提升了头颈与柄部的反复使用率,降低原材料的消耗,减少了应用成本费。插齿刀非常简单,只需将前刃口碾成恰当的圆锥面就可以。