拉刀的构造、刀齿形状与拉削方法有关。拉削方法一般分为分层拉削和分层拉削两大类。前一种又分为形式和渐进形式;后一种又分轮切式和综合式。成形拉刀的每一种刀齿的外形都与被加工表面的最终形状相似;渐成式拉刀的刀齿形状和产品齿形不同,其形状是由各刀齿顺序钻削后慢慢产生的。轮切拉刀由若干个刀齿组成,每组直径相同的刀齿分别切去一层金属材料中的一层。

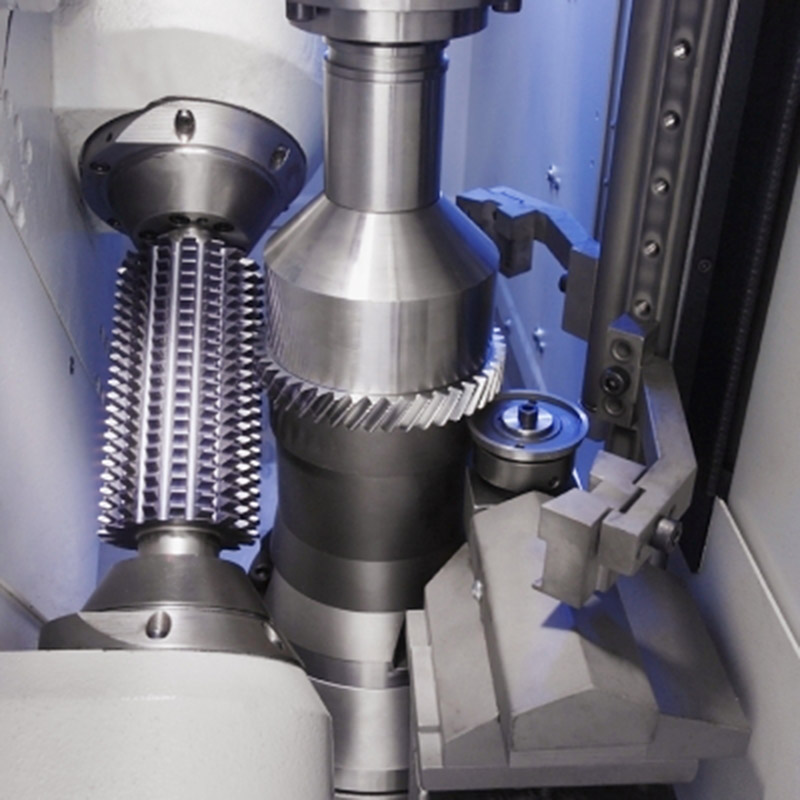
厂传动齿轮滚刀是按齿轮啮合基本原理加工产品工件齿型的一种展成数控刀片,它等同于一个齿数非常少,螺旋角非常大的锥齿轮其容貌呈蜗杆状,两边刃口是前边与侧铲表面的交线,它理应遍布在蜗杆螺旋式表面上,这一蜗杆称之为滚刀的基本上蜗杆。

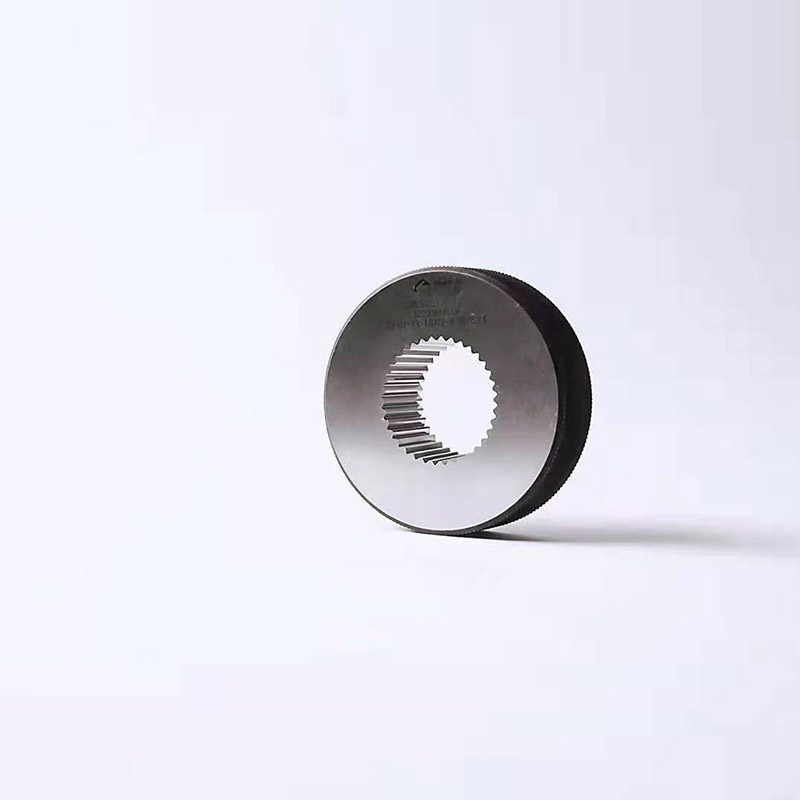
拉刀角度的设计要点:在切削进程中,切削刃上任意点的工作前角和后角都在不断变化。现在讨论切削刃在直线段AB上的任意位置C点时(C点位置可用半径Ri=OC和角度h来表示)垂直于工件轴线的剖面。在设计组合拉刀时,其结构应能实现拉刀高度可调,以保证在加工复杂零件廓形时能取得 所需加工精度。键槽拉刀称采取硬质合金可转位刀片的拉刀可大大提高拉削效力和刀具使用寿命。

钨钛钴类硬质合金是以WC为基体,添加TiC,用Co作粘结剂烧结而成,代号为YT,一般适用于高速加工钢料。添加钽(铌)类硬质合金是在以上两种硬度合金中添加少量其它碳化物(如TaC 或NbC)而派生出的一类硬质合金,代号为YW,既适用加工脆性材料,又适用于加工塑性材料。常用牌号YW1、YW2。涂层刀具材料:硬质合金或高速钢刀具通过化学或物理方法在其上表面涂覆一层耐磨性好的难熔金属化合物,既能提高刀具材料的耐磨性,而又不降低其韧性。