拉刀的设计特点:加工具有复杂廓形的外表面时,通常将拉刀设计为组合式,行将若干把拉刀安装在1个刀体上,使其分别加工同1零件的各部份表面。组合拉刀中的各把拉刀既可同时工作也可顺次工作。设计组合拉刀时,首先需将待加工表面廓形划分成若干简单的单元。为使加工每单元的拉刀设计最简化,同时又能提高拉削效力和缩短拉刀长度,在廓形分段及拉刀配置时应斟酌尽量让几把拉刀同时参与工作,但这样常常会造成拉刀结构过于复杂、拉刀及其紧固件布置困难、拉床过载、零件加工时变形过大、排屑困难等问题,因此在多数情况下采取同时加工与顺次加工相结合的方式来安排拉刀位置,公道拉削复杂表面。

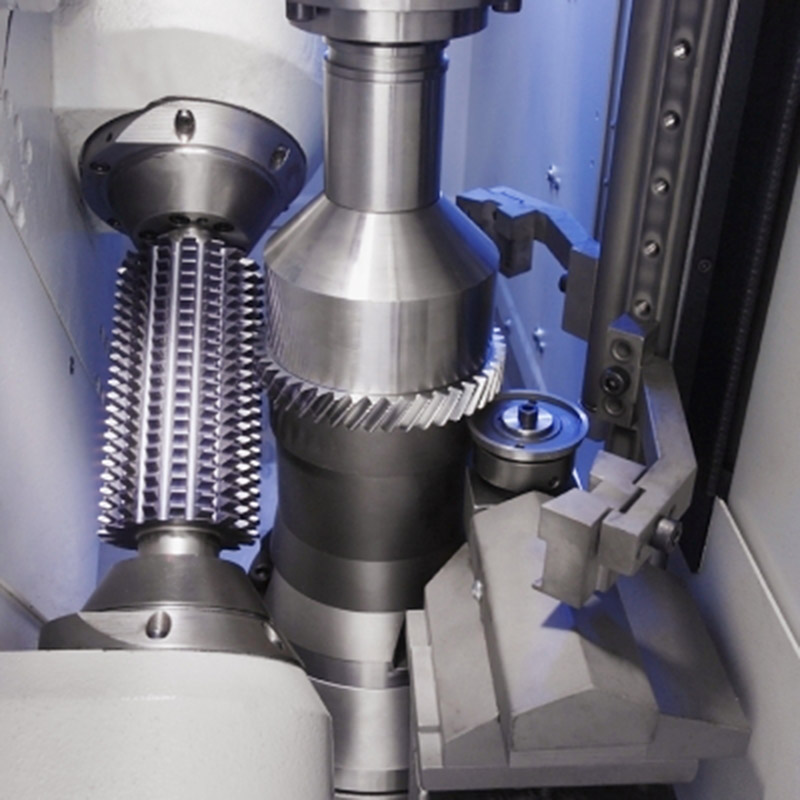
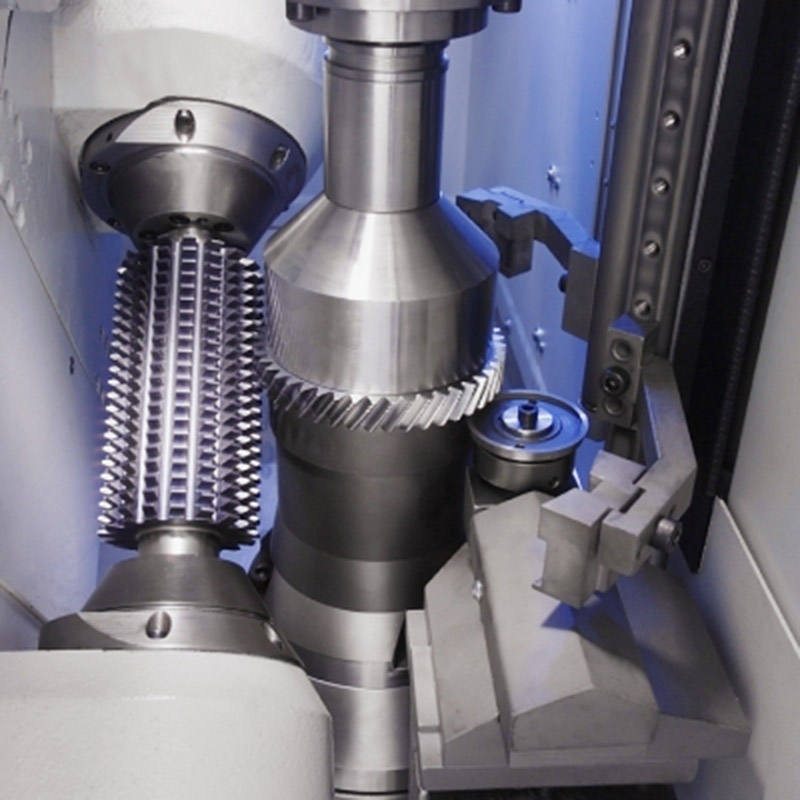
厂滚刀包含基座及固定设置在基座上的2个纵向承重板,在2个上述纵向承重板中间设定有两个互相平行面的直线滑轨,2个上述直线滑轨的导轨滑块与同一个联接座固定不动联接,在该联接座的顶端配有修形金刚笔,上述联接座法兰连接有水准滚珠丝杆。 磨前滚刀偏差造成缘故清除方式 : 在传动齿轮全部工艺规程中,滚齿是常常造成偏差的阶段,滚齿常常造成的难题及缘故关键有:齿轮轴向圆柱度偏差,因为齿坯几何图形轴力和安裝轴力;用夹装精准定位时,与数控车床管理中心轴力,根据提升 齿坯基准点精度,提升 工装夹具精准定位面精度,提升 调节水准,拆换或再次装调等方法处理。

材料强度过高或过低的产品,工件在180~210HB的洗削性和洗削性都较好,对工件的表面质量也很好。在工件强度低于170HB或超过240HB的情况下,面向工件进行调质处理,以提高工件的切削性能。由于强度太低,洗削时常产生堆屑,造成拉刀断裂。洗削力太大,洗削时,切削力增加,长时间拉刀负荷过大,容易造成疲劳断裂。作业人员可以根据产品的切割形状来判断工件的洗刷性能。若为卷屑,则表明产品工件的切削性能良好;若为碎屑,则表示产品工件切削性能较差。
拉削加工与其他切削加工方法相比较,具有以下特点:(1)生产率高:由于拉刀是多齿刀具,同时参加工作的刀齿多,切削刃总长度大,一次行程能够完成粗—半精—精加工,因此生产率很高,尤其是加工形状特殊的内、外表面工件时,效果尤为显著。(2)拉后工件精度与表面质量高:由于拉削速度比较低(目前一般不超过0.30m/s),拉削平稳,切削厚度薄(一般精切齿的切削厚度为0·005∽0.015mm),因此可加工出精度为IT7~8,表面粗糙度Ra3.2~0.5的工件,若拉刀尾部装有浮动挤压环,则可达Ra0.4∽0.2。