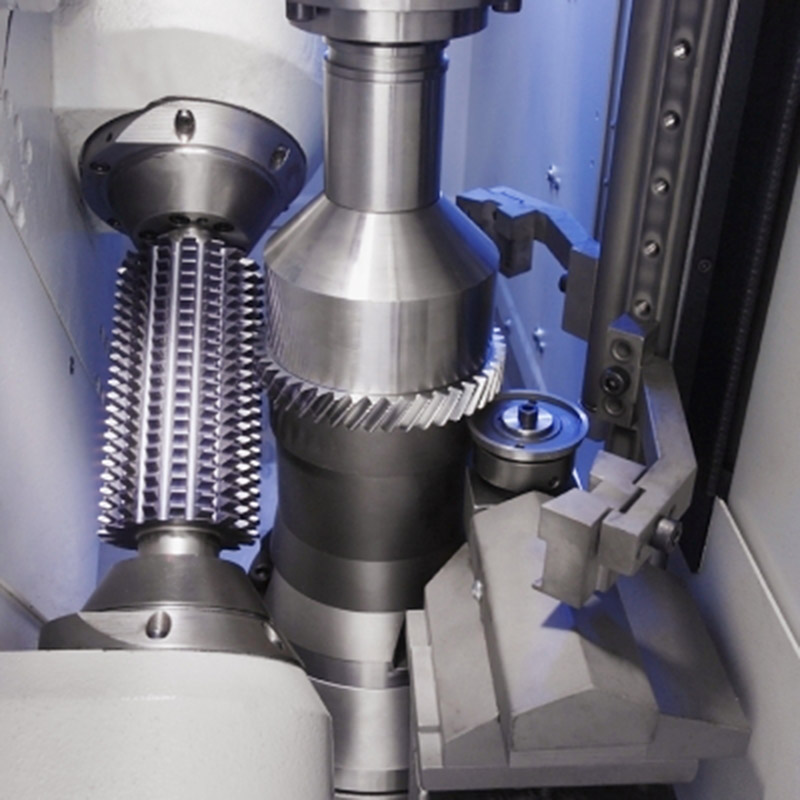
厂剃前端铣刀的齿形,要按剃齿馀量方式的规定做成独特的样子,齿顶带凸角﹑轮齿带倒圆角的端铣刀齿形是一种较常见的留剃方式﹐它使被加工齿轮的轮齿处有一些根切﹐齿顶处有一些倒圆角﹐正中间一部分剃齿馀量匀称。 端铣刀是机械设备制造领域中广泛运用的精加工渐开线齿轮齿轮齿形的关键方式 。

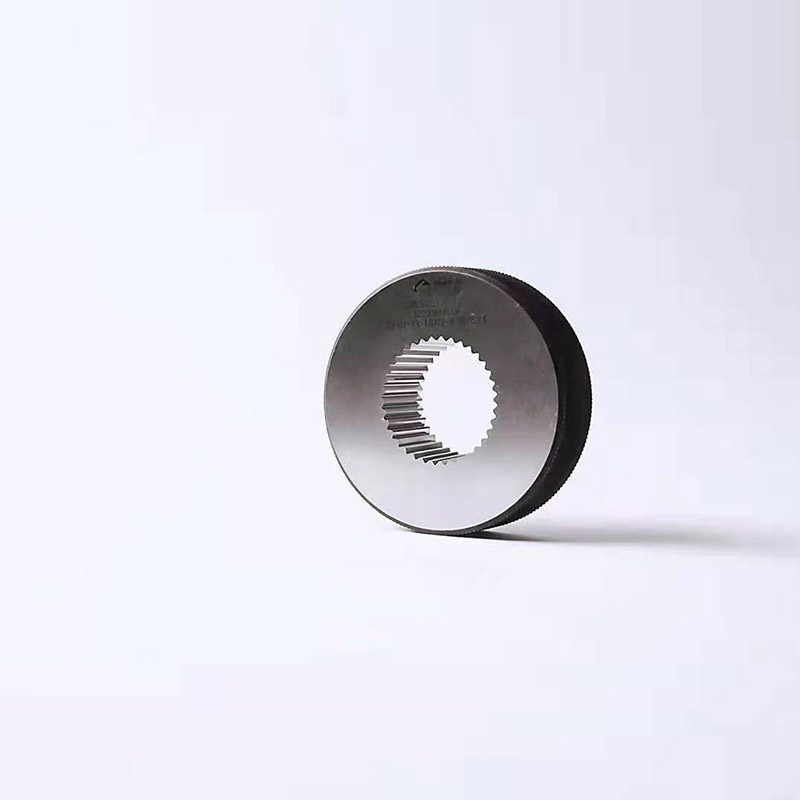
厂普遍的圆柱体齿轮有下列几种:盘类齿轮.轴类零件加工齿轮.内齿轮.轴类零件齿轮.扇型齿轮.蜗杆,在其中盘类齿轮运用比较广泛。 二.圆柱体齿轮的结构形式 一个圆柱体齿轮能够有一个或好几个齿轮。一般的单齿轮齿轮工艺性能好;而双连或三联齿轮的小齿轮通常会遭受台肩的危害,限定了一些加工方式的应用,一般只有选用插齿。