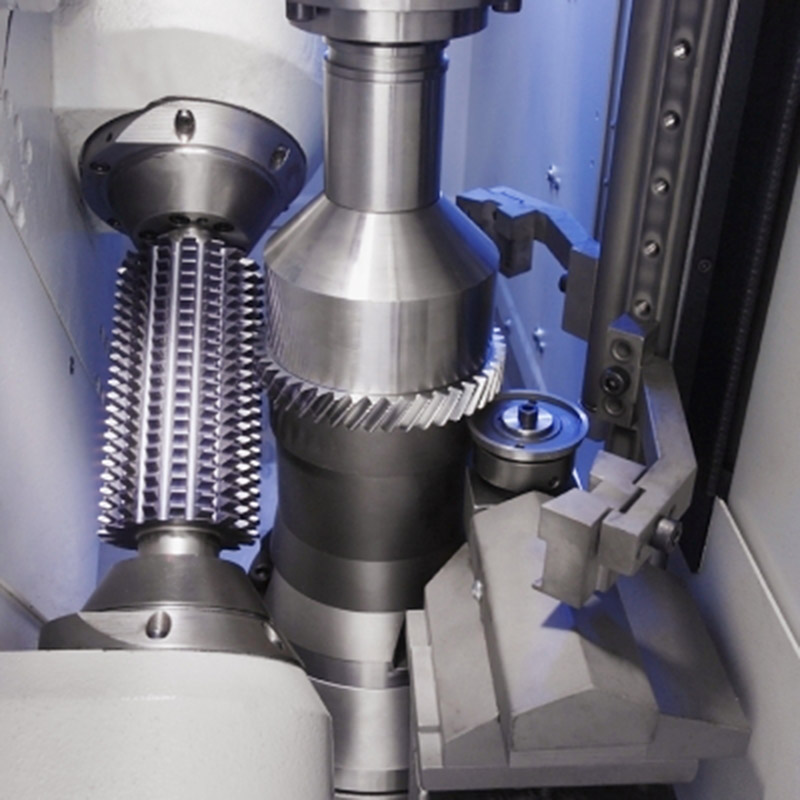
厂插齿刀在数控磨床上修磨。直齿插齿刀是用沙轮片的外圆面修磨,修磨时,筒夹应调节一个相当于插齿刀尺侧的视角,使前刃口圆锥母线平行面于沙轮片的外圆面的母线槽,插齿刀和沙轮片都绕本身的中心线旋转,沙轮片还沿本身的中心线方位往复式运动。
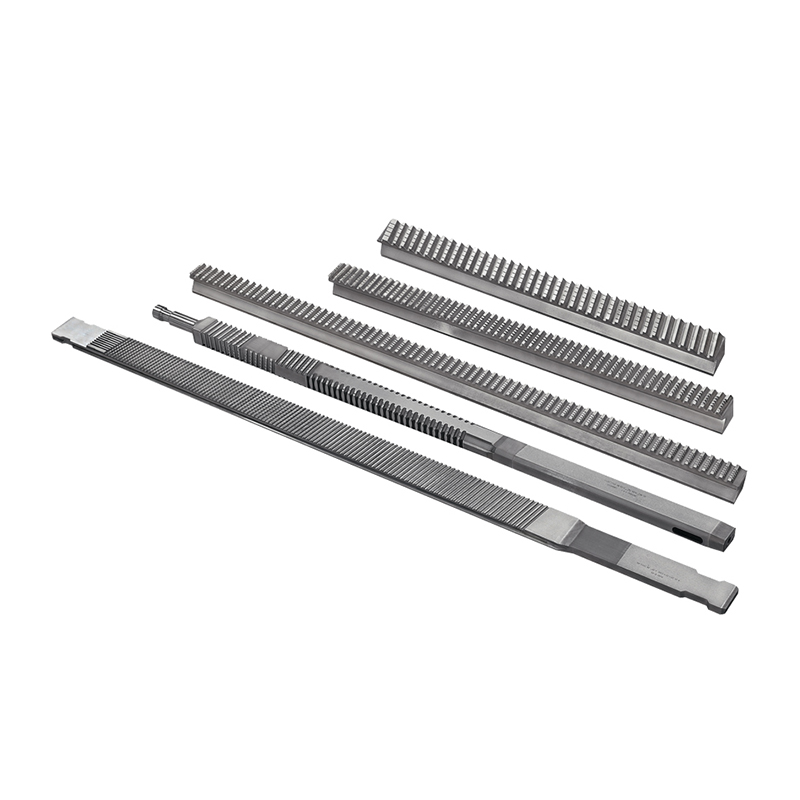
拉刀高度的调剂通常在装配新拉刀时进行,通过用厚度1致的垫片垫入刀座与进给滑台之间或采取可沿拉刀长度方向移动的专用调剂楔铁都可实现拉刀高度调剂。调剂楔铁的斜角为1°30′~2°,其长度应比拉刀总长大1个最大调理行程,其宽度等于拉刀底面宽度,楔铁上的紧固螺钉孔应做成长条形,其长 度应大于楔铁的行程长度。

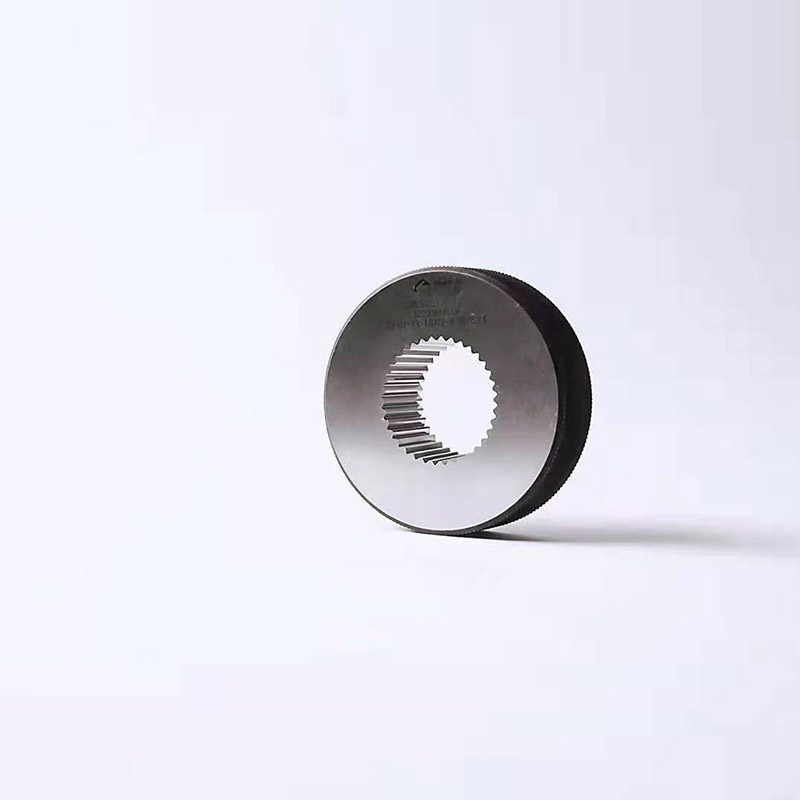
厂为确保剃齿刀的使用期限和被剃齿轮在应用中的齿合稳定性,剃前齿轮齿形要做相对应的更改,维持一定的留剃容量,齿顶修缘,轮齿沉割。 剃前端铣刀减少了传动齿轮、丢掉了掛轮箱:减少了传动齿轮偏差,公法线长短变化量、周节积累偏差、轴向综合性尺寸公差的确保工作能力进一步提高,完成了调节自动化技术,不仅大大缩短了调整时间,并且提升 了调节的可靠性与准确性。