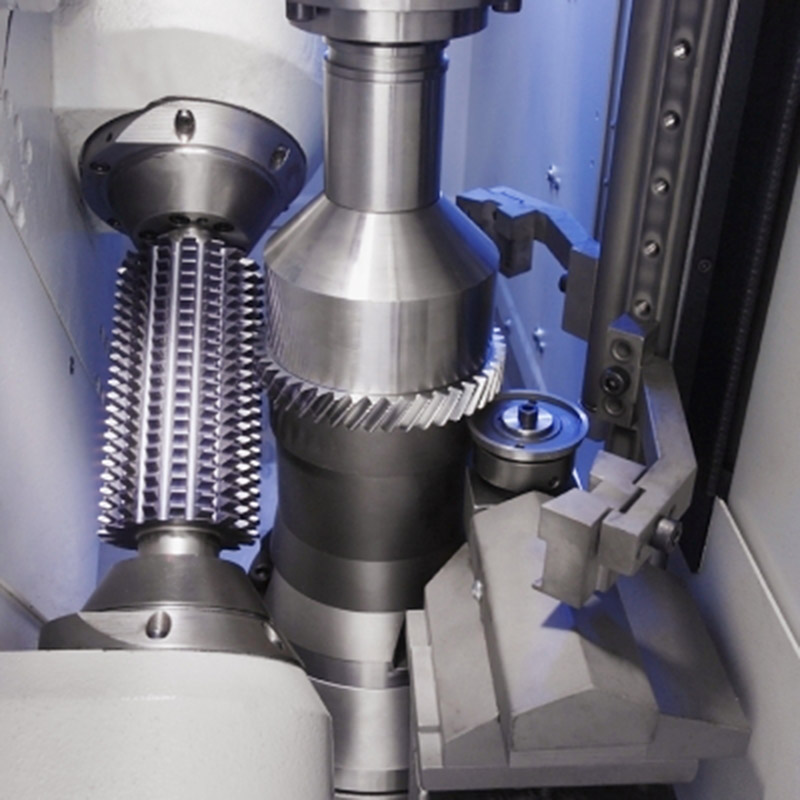
厂 齿轮齿轮齿条的加工一般选用钻削法,而传动齿轮的钻削加工法能够分成仿形法与范成法两类。 仿形法。仿形法是用与齿轮齿槽样子同样的园盘车刀或指状车刀在数控车床上开展加工。 范成法。范成法也叫展成法,它是运用齿轮的齿合基本原理来钻削传动齿轮齿廓的。

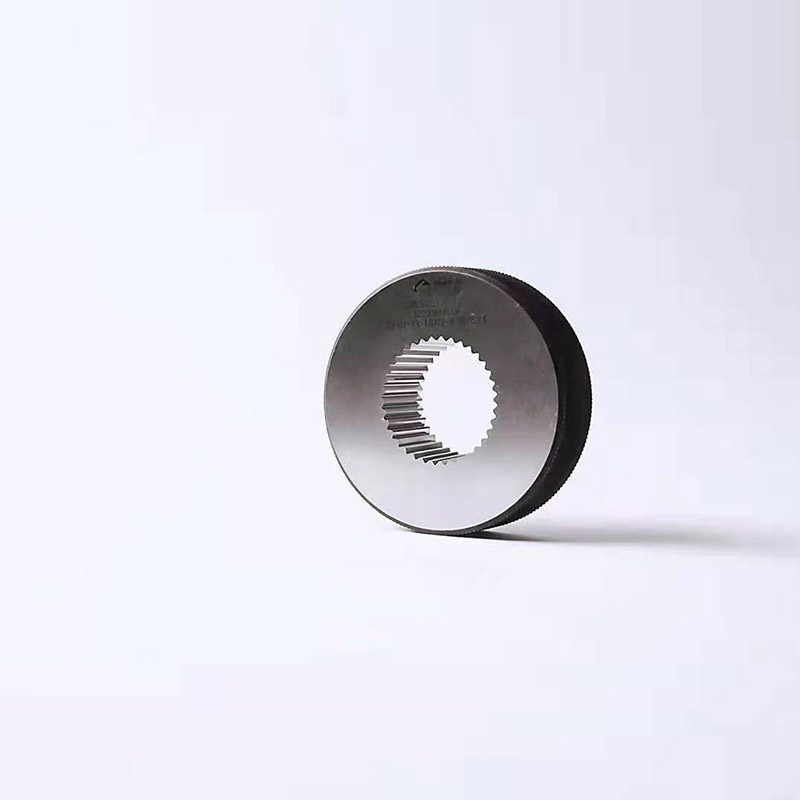
1、高速钢:高速钢特别适用于制造结构复杂的成形刀具,孔加工刀具例如各类铣刀、拉刀、齿轮刀具、螺纹刀具等;由于高速钢硬度,耐磨性,耐热性不及硬质合金,因此只适于制造中、低速切削的各种刀具。高速钢按其性能分成两大类:普通高速钢和高性能高速钢。2、硬质合金:硬质合金大量应用在刚性好,刃形简单的高速切削刀具上,随着技术的进步,复杂刀具也在逐步扩大其应用。钨钴类硬质合金是由WC和 Co烧结而成,代号为YG,一般适用于加工铸铁和有色金属等脆性材料。